ЛАЗЕРНАЯ СВАРКА МЕТАЛЛА
Компания "ЛАЗЕРНЫЙ ЦЕНТР" предлагает широкий спектр услуг по лазерной сварки различных металлов.
|
|
|
 |


Лазерная сварка легированных сталей.
Качество и надежность сварных соединений, выполняемых лазерным лучом, в значительной степени определяются точностью сборки элементов под сварку.
Так же, как и для аргоно-дуговой сварки, поверхность металла в зоне сварки следует очищать от окалины, ржавчины, других загрязнений, а также от влаги. Указанные загрязнения и влага создают условия для образования пористости, оксидных включений, а в некоторых случаях и холодных трещин в металле шва и зоне термического влияния за счет насыщения водородом.
При сборке под сварку не рекомендуются прихватки. В случае необходимости прихватки следует выполнять лучом лазера, для активных металлов типа титана. Корень шва с обратной стороны рекомендуется защищать аргоном. В некоторых случаях при сварке низкоуглеродистых сталей допускается отсутствие защиты шва.
Характерные режимы непрерывной лазерной сварки обеспечивают сочетание формирования качественного шва, высокой технологической прочности и высоких механических свойств сварного соединения.
На лазерном комплексе TRUMPF TLC можно производить лазерную сварку металлов используя все пять координат перемещения лазерной головки.
Ниже приведены конкретные примеры лазерной сварки реализованной в "ЛАЗЕРНОМ ЦЕНТРЕ".
Лазерная сварка втулки с фланцем из легированной стали.

Тестовый образец. Лазерная сварка втулки с фланцем из легированной стали.
Лазерная сварка производилась путем закрепления фланца в патроне вращателя, втулка (труба с резьбой) приставлена сверху. Лазерная головка наклонена под углом 450 и направлена на стык деталей, во время лазерной сварки место сварки обдувалось аргоном через специальное сопло установленное на лазерной головке.
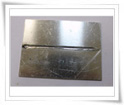
Лазерная сварка листов из легированной стали состыкованных под 900.
Узкий и глубокий шов, реализуемый при лазерной сварке, иногда называемый "кинжальный" накладывает ряд ограничений на подготовку изделия под сварку, в первую очередь на величину зазоров, свариваемых изделий.
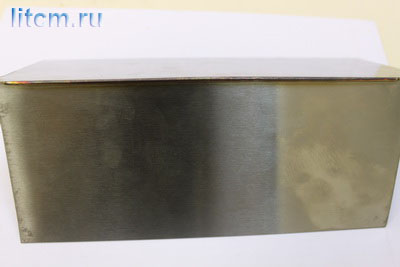
Часть кухонной вытяжки. Лазерная сварка двух листов из легированной стали состыкованных под углом 900. Тестовый образец.
Тестовые образцы устанавливались в приспособление обеспечивающее четкую фиксацию и плотное прилегание. Лазерная головка наклонена под углом 300 и луч направлен на стык деталей, при этом фокус оптической системы находился над стыком на высоте ~ 8 мм.
Ушко из легированной стали под карабин прибора.

Деталь, "Ушко под карабин" переносного прибора, изготовленная полностью с применением лазерной обработки металла.
Первый этап: лазерная резка листа толщиной 3 мм и листа толщиной 1,5 мм.
Второй этап: сборка деталей из двух частей и установка в приспособление, с последующей лазерной сваркой нескольких деталей за один установ.
Лазерная сварка детали "Фазовращатель" (для двигателя BMW V8).
В нашем Лазерном Центре, на установке Trumpf TLC 1005 разработана технология прецизионной сварки кольцевым герметичным швом блока шестерен. Технология реализована на деталях двигателя BMW V8 "Фазовращатель". Сварное изделие полностью соответствует требованиям чертежа.
К основному корпусу детали приварена деталь "Втулка". Вид сварного шва внахлест.
